会社案内
設備紹介
加工事例
社長挨拶
採用情報
お問い合わせ
スタッフブログ
加工事例
Work
五感を研ぎ澄まして製品作りに向き合うことが、
品質の向上につながります。
長年培われた当社独自の加工ノウハウを生かして、
お客様がご満足いただける製品を提供します。
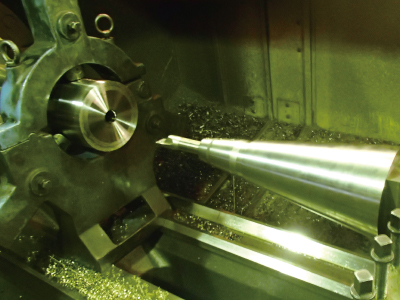
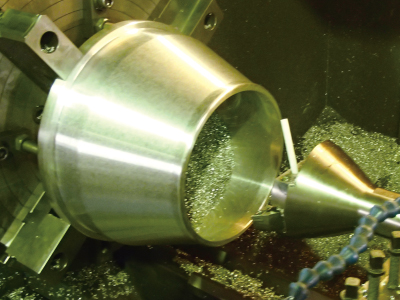
外径φ170mm x500mm長
材質 SCM440
自家製ボーリング工具を利用した内径テーパー加工の様子。
最小穴径Φ20から深さ400mmのテーパー加工をビビりなく綺麗に仕上げることが求められる。
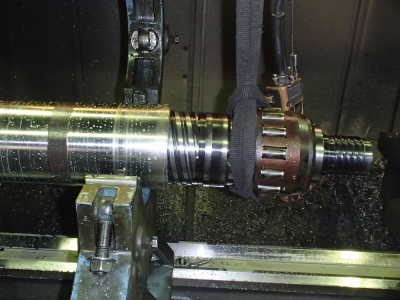
外径φ200mm x400mm長
材質 SCM435
NC旋盤による外径、内径の4条ねじの加工と嵌め合わせの様子。 4条ねじなので、一回転あたりのピッチ80mmと非常に厳しい条件の加工である。 自家製ハイスの刃物で加工している。
ちなみに多条ねじは万年筆のキャップにも利用され、少ない回転で締めることが可能である。
外径φ330mm x250mm長
材質 STKM13A
NC旋盤によるローレット加工の様子。
切削ローレットを用いることにより、薄肉物にも加工可能である。
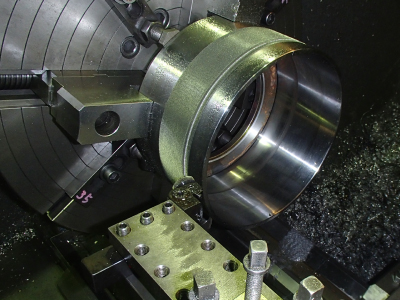
外径φ400mm x100mm長
材質 S45C
外径溝深さ100mm、溝幅8mmの超深溝加工品。
溝の曲りに注意する必要がある。
外径φ200mm x2200mm長
材質 SCM440
NC旋盤によるクランク軸の加工の様子。
偏心させて加工している為、バランス取り、回転速度に留意するなど非常に難加工である。
外径φ550mm x15mm厚
材質 S55C
自家製特殊爪を利用した大径薄肉リングの加工の様子。
薄肉であるが真円度等、非常に厳しい公差を要求される。把握力を微妙な手加減で調整しながら加工する。
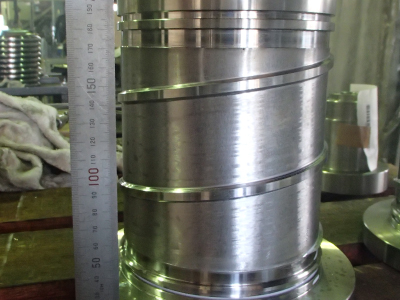
外径φ220mm x200mm長
材質 FC25
NC旋盤によるらせん溝の加工。
外径の溝ピッチは70mmで溝幅も広いため、特殊なプログラムを利用し少しずつ刃物をずらしながら加工する。
外径φ80mm x2500mm長
材質 SUS430
移動振れ止めを使用した長尺細物加工の様子。
外径φ450mm x250mm長
材質 A5025
自家製特殊内径ホルダーを使用したアルミの旋削加工。
特殊な内径形状となっている為、市販工具では加工できない。
外径400mm x100mm長
材質 S45C
プーリーの製作。近年、機械の高回転化に伴い加工精度も非常に厳しいものが要求される。
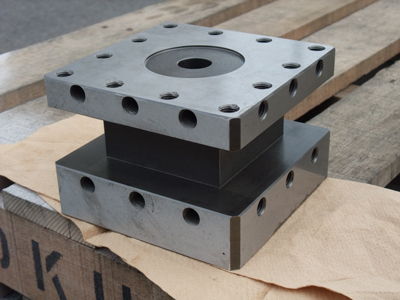
200mm角 x120mm厚
材質 SCM415
汎用旋盤の四角刃物台の製作。
角材の材料から旋盤、マシニングセンタで加工。
ヘールバイトの製作
自社で無垢材から削り出しで製作した。
現在、製作販売しているところは少ないが、弊社においては使用頻度が高く、重宝している。
φ400mm x10mm厚
材質 S55C
旋盤、マシニングセンタによる薄物部品の製作。
厚みが薄いため加工歪みが出やすく、刃物の切れ味、加工段取りが重要となる。
φ500mm x50mm厚
材質 FC25
旋盤、マシニングセンタによる部品の製作。
Tスロ溝精度は0~+0.01の厳しい精度である。
外径φ350mm x25mm厚
材質 SUS430
最薄部の肉厚3㎜のステンレスリングの製作。真円度、平行度共厳しい公差を要求される。
ステンレスは熱の影響による加工歪を生じやすいので加工に工夫が必要である。
外径ф150×2500mm長
材質STTM(パイプ材)
ローラーによるローレット加工
九州のお客様より受注。
加工時、長い薄肉の加工のため
ワーフたわみ、ビビリに留意して加工
模様を出すのが難しい
© 2016 有限会社 新成工業 All rights Reserved.












五感を研ぎ澄まして製品作りに向き合うことが、
品質の向上につながります。
長年培われた当社独自の加工ノウハウを生かして、
お客様がご満足いただける製品を提供します。